Wenn es um Optimierung geht, gilt die Maximierung der sogenannten Gesamtanlageneffektivität oder Overall Equipment Effectiveness (OEE) oft als Generalschlüssel zum Erfolg. Die komplexe Kennzahl ist für produzierende Firmen wie etwa die Unternehmen der Tabakindustrie ein wichtiges Instrument zur Aufdeckung und Vermeidung von Ressourcenverschwendungen.

News & Storys - 16. September 2020
Fabriken auf dem Prüfstand
Eine von vielen
Doch so aufschlussreich diese Kennzahl ist, so differenziert muss man mit ihr umgehen. Denn eine maximale Gesamtanlageneffektivität ist nicht zwingend mit dem für alle Hersteller wichtigen wirtschaftlichen Erfolg gleichzusetzen. Für diesen ist die OEE nur eine von mehreren relevanten Kennzahlen. Sie ist insbesondere sinnvoll, um aktuelle Probleme in einer Produktion zu identifizieren und von dieser Basis aus einen kontinuierlichen Verbesserungsprozess (KVP) zu starten.
Bei diesem KVP geht es nicht nur darum, qualitativ hochwertige Produkte sicherzustellen oder die Kosten um jeden Preis zu minimieren. „Zu den niedrigsten Gesamtkosten und damit dem Gesamtprozessoptimum führt ein ganzheitlicher Ansatz, der die komplette Supply Chain vom Lieferanten bis zum Kunden optimiert“, sagt Marco Castro, Head of Hauni Consulting. „Entscheidend für den Erfolg ist zunächst das Bestimmen des Status quo von Prozessen und Organisation. Auf dieser Basis müssen unternehmensspezifische Lösungen entwickelt werden. Dabei gilt es, gedankliche Grenzen hinter sich zu lassen und Optimierungsprojekte über unterschiedliche Bereiche wie Logistik, Einkauf, Vertrieb, Produktion und Instandhaltung im Zusammenhang zu sehen.“
Zwischen Aufwand und Nutzen
Bei der Optimierung des OEE-Werts gilt es stets, zwischen Aufwand und Ertrag abzuwägen. Von zentraler Bedeutung ist nicht die abstrakte Kennzahl, sondern die individuelle Betrachtung einer Produktionsstätte. Dort müssen die Engpassfaktoren als schwächste Glieder der Produktionskette ebenso identifiziert und in ihren Auswirkungen eingeordnet werden wie die Kritikalität einer Maschine – also ihre Bedeutung im Hinblick auf die gesamte Produktion und der negative Effekt bei einem Ausfall. Ebenso gilt es, Kostentreiber ausfindig zu machen, die für vermeidbare höhere Aufwände sorgen. „Auf dieser Basis zeigt sich schnell, dass für eine kontinuierliche Verbesserung individuelle Lösungen erforderlich sind und es beispielsweise grober Unsinn sein kann, die Qualität eines Produkts mit einem enormen Aufwand von 99 auf 100 Prozent zu steigern“, sagt Castro.
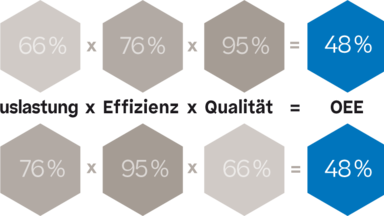
OEE ist nicht gleich OEE
Eine schlechte Auslastung mit hoher Qualität und eine hohe Auslastung mit schlechter Qualität können die exakt gleiche OEE ergeben, weisen aber nicht zwingend auf gleichwertige Produktionslinien hin.
Konkrete Lösungen für individuelle Herausforderungen
Die Schwachstellen, Ursachen und Herausforderungen im Rahmen eines KVP, sind für jede Produktionsanlage individuell. Gleichwohl gibt es eine Vielzahl von Problemen, die in unterschiedlichen Kombinationen und Ausprägungen in den Fabriken der Tabakindustrie immer wieder auftauchen. „Diese sind uns auf der Grundlage unserer extrem breiten, weltweiten Kundenbasis natürlich bekannt, und wir entwickeln kontinuierlich gezielte Lösungen, die zu messbaren Verbesserungen führen“, erklärt Maciej Nowak, Head of Service Sales bei Hauni. Grundsätzlich zielen bei KVP alle Optimierungsansätze auf eine Verbesserung in einer der sechs Kategorien, denen sich die Ursachen für Probleme zuordnen lassen: Mitwelt, Material, Mensch, Messung, Maschine und Methode. Dabei versteht man unter Mitwelt die Umgebungsbedingungen und unter Methode die Prozesse in einer Fabrik.
„Unsere Lösungen sind so vielfältig wie die Herausforderungen“, so Nowak. „Beim Faktor Mensch zählen dazu beispielsweise unser Produktionssupport ebenso wie der Remote Service, die umfangreichen Trainingsangebote oder unsere interaktive TrainingsApp Digital Academy.“
Messen als Basis
Eine zentrale Rolle spielt bei jedem Verbesserungsprozess das Thema Messen: Tappt man im Hinblick auf die tatsächliche Situation einer Produktion im Dunkeln, sind Optimierungsansätze kaum mehr als Kaffeesatzleserei. Die richtigen Daten zu erheben und zur richtigen Zeit am richtigen Ort verfügbar zu machen, um sie jederzeit vergleichen und analysieren zu können, ist deshalb von essenzieller Bedeutung – nicht zuletzt, um Verbesserungen feststellen und den Erfolg verschiedener Maßnahmen bewerten zu können.
„Dafür eignet sich unsere Software Suite AREO als Tool zur Überwachung, Analyse und Optimierung. Sie liefert umfassende Produktions- und Leistungsdaten in Echtzeit und bietet eine Basis für eine Rentabilitäts- und Effizienzsteigerung der gesamten Fabrik ohne Investition in neue Maschinen“, sagt Tomas Fock, Head of Special Products & Business Development bei Hauni.
„Dabei sorgt AREO MCS als Basis aller AREO-Module für die bestmögliche Maschinenkommunikation und liest, schreibt und harmonisiert herstellerunabhängig die Daten aller Zigaretten- und Filtermaker, Verpackungs- und Logistikmaschinen sowie Offline-Qualitätsmessinstrumente.“
lWas man nicht messen kann, kann man auch nicht verbessern.r
Thomas Fock, Head of Special Products & Business Development

Maschinenpark optimieren
Wenn es um die Optimierung des Maschinenparks geht, gibt es zum einen die Möglichkeit, in neue bessere Anlagen zu investieren. Zum anderen können Hersteller auch gezielt ihren vorhandenen Maschinenbestand auf ein höheres Leistungsniveau bringen. Als Technologieführer setzt die Hauni Group auf permanente Forschung und Entwicklung. Das Ergebnis sind jedes Jahr eine Vielzahl neuer Maschinen und Anlagen für GLT, Primary, Secondary und Logistik. „Bei jeder Neuentwicklung verfolgen wir das klare Ziel, vorhandene Lösungen im Hinblick auf Faktoren wie Flexibilität, Qualität oder Effizienz in der Leistung deutlich zu übertreffen und in den Produktionen unserer Kunden vorhandene Schwierigkeiten zu lösen“, erklärt Jana Siouzou, Head of Marketing bei Hauni.

„Angesichts des hohen Qualitätsniveaus unseres Maschinen- und Anlagenportfolios ist das keine leichte Aufgabe. Dass sich der Aufwand lohnt, zeigen Ergebnisse wie der Bandsortierer PURE als weltweit effizientester optischer Sorter oder die Maker PROTOS-M5e und -M4e, die bei Flexibilität, Effizienz, Mean Time Between Failures (MTBF) und Automation einen Quantensprung im Vergleich zu anderen Lösungen auf dem Markt darstellen.“
Neue Maschinen sind jedoch nicht die einzig praktikable Lösung, mit der die Hauni Group Kunden unterstützen kann. „Für unsere Kunden ist es von zentraler Bedeutung, das Optimum aus ihrem vorhandenen Maschinenbestand herauszuholen“, erklärt Nowak. „Zu einem optimierten Product Life Cycle Management tragen wir mit zahlreichen Lösungen bei. Dazu zählen Obsoleszenz-Konzepte ebenso wie optimierte Wartungslösungen oder das Technical Improvement Program (TIP), das mit insgesamt mehr als 300 Einzellösungen ältere Maschinen wieder auf den neusten technischen Stand bringt und ihre Leistung steigert.“
Das oft stiefkindlich behandelte Obsoleszenz-Thema kann eine große Wirkung entfalten: Sind etwa elektronische Ersatzteile einer Maschine veraltet und werden nicht rechtzeitig ersetzt, ist im schlimmsten Fall kein 1:1-Austausch mehr möglich, und die erforderlichen Kosten für Umrüstung und Ausfallzeiten steigen schnell auf bis zu 100.000 €.
„Dieses Problem lässt sich mithilfe der kostenfreien Obsoleszenz-Analyse im Modul Ersatzteilmanagement des Kundenportals Hauni myPORTAL lösen“, so Nowak. „Kunden können die Analyse dort für ihre Maschine durchführen, um veraltete elektrische und elektronische Ersatzteile und deren Nachfolgeprodukte rechtzeitig zu identifizieren. Wird ein veraltetes Teil gefunden, zeigt das Analysetool, in welchen anderen Maschinen es noch verbaut ist.“
Auch die Wartung spielt beim Erhalt des Werts von Maschinen und Anlagen eine wichtige Rolle. Ihre Integration in den Produktionsalltag stellt Unternehmen im Spannungsfeld von hoher Auslastung, häufigen Produktwechseln sowie anspruchsvollen Qualitäts-, Effizienz- und Kostenzielen regelmäßig vor große Herausforderungen. Ein perfektes Gleichgewicht zwischen Wartungs- und Produktionsplänen und damit eine erheblich verbesserte Produktion gewährleistet die Hauni One Shift Maintenance. „Unsere Tests belegen das mit deutlichen Zahlen“, so Nowak. „Bei einer PROTOS-M5 ergab sich über 10.000 Betriebsstunden gemessen mit der One Shift Maintenance eine Reduktion der geplanten Ausfallzeiten um 57 Prozent von 372 auf 160 Stunden.“
Dieses Ergebnis basiert darauf, dass die One Shift Maintenance mit acht Stunden geplanter Downtime auskommt und jeweils nach 500 Stunden Produktionszeit durchgeführt wird. Das ist laut Nowak möglich, „weil größere Bestandteile der Wartung offline erfolgen, während die Anlage wieder produziert. Dabei reduzieren Plug-and-Play-Baugruppen für verschiedene Maschinen die Komplexität und die Downtime erheblich: Verschlissene Komponenten der ausgetauschten Baugruppe werden in einer Kundenwerkstatt oder bei uns im Hause ersetzt, sodass die gesamte Baugruppe für den nächsten Einbau zur Verfügung steht. Außerdem führen wir üblicherweise präventive Wartungsinhalte zustandsabhängig durch und legen sie in Wartungsintervalle, die nicht die geplanten acht Stunden ausschöpfen.“
lWird ein veraltetes Teil gefunden, zeigt das Analysetool, in welchen anderen Maschinen es noch verbaut ist.r
Maciej Nowak, Head of Service Sales bei Hauni
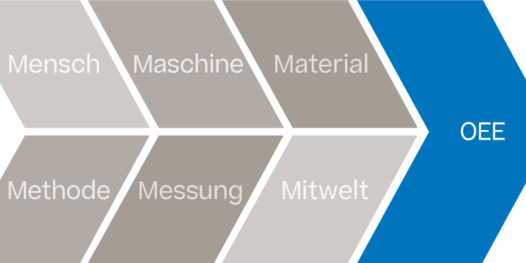
Ursache und Wirkung
Das Ishikawa Fischgrät-Diagramm hilft bei der Iden tifikation von potenziellen Ursachen für ein Problem. Diese liegen regelmäßig in den Bereichen der sechs M: Menschen, Maschinen, Materialien, Methoden, Messungen und die Umgebungsbedingung beeinflussen das Gesamtergebnis signifikant.

Prozesse im Fokus
Ein weiterer wesentlicher Hebel zur Verbesserung einer Produktion sind die angewandten Methoden: Wie laufen Produktions- oder Beschaffungsprozesse ab, wie greifen sie ineinander? Dabei tauchen typische Herausforderungen wie Linieneffizienz, Ersatzteilplanung oder Optimierung von Markenwechseln in den unterschiedlichsten Produktionen der Kunden rund um den Globus immer wieder auf. Auf dieser Basis hat Hauni über die gesamte Produktionskette hinweg zahlreiche Ansätze und konkrete Lösungen zur Prozessoptimierung entwickelt.

„Ein Problem, das uns bei Kunden immer wieder begegnet, sind die zahlreichen individuellen Einstellungen, die das Bedienpersonal an den Maschinen vornimmt. Diese basieren häufig auf Gefühl und Erfahrung und liegen oftmals im Ergebnis fernab vom Optimum.“ Wie fern, lässt sich für Castro am besten an einem Kundenprojekt darstellen: „Bei einem Kunden ging es zum Beispiel darum, die Maschinenperformance der Make/Pack-Linien im Hinblick auf die Reduktion des Kopfausfalls zu verbessern. Nachdem wir zunächst sämtliche Maschinendaten aufgenommen hatten, konnten wir über einen Performancevergleich die beste Linie identifizieren und als Referenz festlegen.“
Ein leistungsfähiges Monitoring ermöglicht aussagekräftige Vergleiche der Gesamtleistung, der Soll- und Istwerte einzelner Parameter sowie das Messen des Erfolgs einzelner Veränderungsmaßnahmen. „Über einen Vergleich verschiedener Parameter haben wir Unterschiede herausgefiltert, ihren Einfluss auf die Zielgrößen ermittelt und die Datensätze entsprechend modifiziert“, berichtet Castro. „Der abschließende Vergleich der OEE belegt den Erfolg des Projekts: Während der Kopfausfall der Linie um 36 Prozent zurückging, stieg – quasi als positiver Nebeneffekt – die durchschnittliche Produktion pro Schicht um elf Prozent.“ Ein solches Vorgehen schafft die Basis für eine dauerhafte Verbesserung. Über die Definition spezifischer Maschineneinstellungen und das „Centerlining“ genannte gezielte Verwenden etablierter Prozesseinstellungen können Kunden dabei nicht nur einzelne Maschinen oder Linien besser nutzen – die Erkenntnisse aus einer Produktion kommen allen Standorten eines Unternehmens zugute.
Ein anderer Prozess, der häufig enormes Optimierungspotenzial birgt, ist das Ersatzteilmanagement. Hier sorgt das vollautomatische Ersatzteilmanagement VMI+ von Hauni für eine signifikante Verbesserung der Lieferprozesse und spart Lagerkapazitäten. Philip-Morris-Werke in Litauen, Polen, Portugal und der Schweiz setzen das datenbasierte Managementsystem bereits seit mehreren Jahren für ihre Verschleißteile ein. Dabei werden in den Werken die Bestände von rund 1.000 Verschleißteilen für Hauni-Maschinen erfasst, an Hauni in Hamburg übermittelt und dort ausgewertet. Werden bei Philip Morris Teile für Reparaturen entnommen, füllt Hauni das Lager automatisch wieder auf.
Bereits nach dem Pilotprojekt im Berliner Philip-Morris-Werk zog der dortige Spare-Parts-Analyst Ronald Fiedler eine positive Bilanz: „Die Implementierung von VMI+ ist ein voller Erfolg. Wir konnten unsere Ersatzteilbestände bei gleichbleibender Verfügbarkeit deutlich reduzieren. Das spart rund ein Viertel der Lagerkapazitäten.“ Die smarte Lösung verbessert darüber hinaus laut Fiedler den täglichen Workflow: „Unsere Maschinen sollen optimal laufen. Wenn Ersatzteile fehlen und wir Produktionsausfälle haben, entstehen dadurch ad hoc Kosten, und die Effizienz leidet.“
lRund 3.000 Parameter lassen sich an einem Maker messen und einstellen.r
Marco Castro, Head of Hauni Consulting
Am Anfang steht die Analyse
So erfolgreich diese Hebel in den Bereichen Mensch, Maschine, Messung oder Methode zum Einsatz kommen – sie lösen alleine nicht alle Schwierigkeiten bei der Optimierung einer Produktion. Denn ehe ein Unternehmen gezielte Maßnahmen in einem Bereich einsetzen kann, muss es seine individuellen Produktionsprobleme überhaupt erst identifizieren. „Es geht darum, den Stand der Dinge bestmöglich zu erfassen“, sagt Castro. „Das klingt einfacher, als es ist, und stellt im Hinblick auf die inhaltliche Komplexität, die erforderliche Erfahrung und den Ressourcenbedarf hohe Anforderungen an ein Unternehmen. Hier unterstützen wir Kunden mit unserer einzigartigen Kombination aus Wissen in den Bereichen Tabakverarbeitung, Zigaretten- und Zigarrenherstellung, Filterherstellung, Logistik, Automatisierung und digitale Werkzeuge.“
Dabei ist das Ziel ein individuelles, integratives und interdisziplinäres Vorgehen: Im Zentrum des Hauni-Wegs zu mehr Effizienz stehen keine abstrakten Konzepte, sondern die individuellen Herausforderungen des Kunden. Lösungen entwickelt das interdisziplinär aufgestellte Hauni-Team im Rahmen eines klar strukturierten Vorgehens über eine integrative Arbeitsweise gemeinsam mit den Experten des Kunden. Dabei beraten die Experten der Hauni Group herstellerunabhängig über die gesamte Fabrik hinweg.
„Bei einem kleinen Kunden in China haben wir im Rahmen eines dreimonatigen Optimierungsprojekts die Kopfausfallrate von mehr als zwei Prozent auf 0,8 Prozent gesenkt und gleichzeitig den Ausschuss um 40 Prozent reduziert, den Linien-Output um zehn Prozent gesteigert und die Profitabilität der Marke erhöht“, berichtet Castro. „Nebenbei bemerkt: Im gesamten Projekt haben wir uns ausschließlich mit Maschinen anderer Hersteller befasst.“

lUnser strukturiertes und umfassendes Beratungsangebot zielt auf die Optimierung des gesamten Produktionsprozesses.r
Marco Castro, Head of Hauni Consulting
Diesen Artikel teilen
nach oben