When companies seek to optimize production, maximizing “overall equipment effectiveness” (OEE) is often seen as the universal key to success. This complex key figure is an important tool for manufacturing companies, such as those in the tobacco industry, and helps them to detect and avoid the waste of resources.

News & Stories - 09/16/2020
Factories put to the test
One of many
However, although the overall equipment effectiveness value provides useful information, it must be handled with care. After all, maximum OEE is not necessarily the same thing as economic success – which is the main objective for all manufacturers. In fact, overall equipment effectiveness is only one of several relevant indicators. It is particularly useful for identifying current problems in production and laying the foundation for a continuous improvement process (CIP).
This CIP is not just about ensuring high-quality products or minimizing costs at any price. “The key to achieving the lowest total costs and thus the optimum overall process is finding a holistic approach that optimizes the entire supply chain from the supplier to the customer,” says Marco Castro, Head of Hauni Consulting. “The first and most important factor in building success is producing an evaluation of the status quo for processes and organizations. This must be used to develop company-specific solutions. The aim is to leave behind mental boundaries and look at optimization projects in their wider context across different areas, such as logistics, purchasing, sales, production and maintenance.”
Between cost and benefit
When optimizing the OEE value, it is always necessary to weigh up the costs and benefits. The most important aspect is not the abstract key figure but the individual analysis of the production site. Bottlenecks – the weakest links in the production chain – must be identified and their effects classified in the same way as machine criticality, i.e. their significance to the entire production environment and the impact if they fail. It is also important to identify cost drivers that create higher avoidable costs. “With this analysis, it quickly becomes clear that continuous improvement processes require individual solutions. For example, it makes no sense at all to invest a huge amount of effort or capital in increasing product quality from 99 to 100 percent,” says Castro.
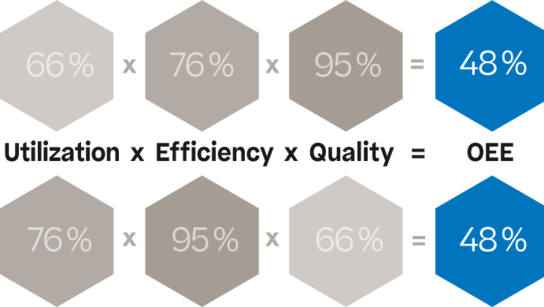
Not all OEEs are equal
A low utilization rate and high-quality product can produce the same OEE as a high utilization rate and low-quality product, but do not necessarily indicate that the production lines are of equivalent quality.
Specific solutions for individual challenges
The “pain points”, causes and challenges within the framework of a CIP are unique to each production plant. Nevertheless, there are many problems that commonly occur in different combinations and forms in factories operated by the tobacco industry. “Naturally, we are familiar with these due to our extremely broad, global customer base, and we are continuously developing targeted solutions that lead to measurable improvements,” explains Maciej Nowak, Head of Service Sales at Hauni. Essentially, all optimization approaches in a CIP aim to achieve improvements in one of the six categories where the causes of problems can be found: World, Material, Human, Measurement, Machine and Method. In this context, “World” refers to environmental conditions and “Methods” to the processes in a factory.
“Our solutions are as varied as the challenges our customers face,” says Nowak. “The ‘Human’ factor includes, for example, our production support and remote service teams, extensive range of training courses and interactive training app Digital Academy.
Measurements are fundamental
Measurement plays a central role in every improvement process. Fumbling around in the dark, trying to evaluate the actual situation in a production facility, is unlikely to generate any better approaches to optimization than reading tea leaves. Collecting the right data and making it available for comparison and analysis at the right time and in the right place is essential – not least for identifying improvements and evaluating the success of any measures implemented.
“Our software suite AREO is the ideal tool for monitoring, analysis and optimization. It provides comprehensive production and performance data in real time and offers a basis for enhancing the profitability and efficiency of the entire factory without investing in new machines,” says Tomas Fock, Head of Special Products & Business Development at Hauni. “AREO MCS, as the basis of all AREO modules, ensures the best possible communication between machines. It reads, writes and harmonizes data from all cigarette and filter makers, packaging and logistics machines as well as offline quality measurement instruments, independently of the manufacturer.”
lIf you can't measure it, you can't improve it.r
Thomas Fock, Head of Special Products & Business Development at Hauni

Optimize machinery
There are two main ways to optimize machinery – manufacturers can either invest in new, better equipment, or perform targeted upgrades of their existing machines to achieve a higher level of performance. As a technology leader, the Hauni Group invests continuously in research and development. The result is a large number of new machines and systems for GLT, Primary, Secondary and logistics every year. “With each new development, we aim to significantly outperform existing solutions in key areas, such as flexibility, performance, quality or efficiency, and solve problems in our customers’ production processes,” explains Jana Siouzou, Head of Marketing at Hauni.

“Given the high quality of our machinery and plant portfolio, this is no easy task. Products such as the belt sorter PURE, the world's most efficient optical sorter, or the PROTOS-M5e and -M4e makers, which represent a quantum leap forward in flexibility, efficiency, mean time between failures (MTBF) and automation compared to other solutions on the market, show that the effort really pays off.”
However, new machines are not the only practical solution that the Hauni Group offers to support customers. “For our customers, it is absolutely vital to get the most out of their existing machines,” explains Nowak. “We supply a wide range of solutions for optimizing product life cycle management. These include obsolescence concepts as well as optimized maintenance solutions or the Technical Improvement Program (TIP), which offers a total of more than 300 individual solutions for modernizing older machines to the latest standards and boosting their performance.”
Obsolescence, which is often a rather neglected issue, can have serious financial implications. If electronic spare parts for a machine are outdated and not replaced in time, for example, it may no longer be possible to find a 1:1 replacement. The resulting costs for conversion and downtime can quickly spiral to €100,000.
“Fortunately, there is a simple solution to this problem – the free obsolescence analysis feature in the spare parts management module of Hauni’s customer portal, myPORTAL,” says Nowak. “Here, customers can analyse their machine to identify obsolete electrical and electronic spare parts and procure the successor products in good time. If an obsolete part is detected, the analysis tool shows the other machines in which it is still installed.”
Maintenance also plays an important role in preserving the value of machinery and equipment. Integrating maintenance work into everyday production schedules is a major challenge for companies as they attempt to balance the conflicting needs of high capacity utilization, frequent product changes and demanding quality, efficiency and cost targets. Hauni One Shift Maintenance ensures a perfect balance between maintenance and production schedules and thus significantly improves production. “The data from our tests clearly prove this,” says Nowak. “A PROTOS-M5, with over 10,000 operating hours measured with One Shift Maintenance, experienced a 57 percent reduction in planned downtime from 372 to 160 hours.”
This result was due to the fact that One Shift Maintenance requires no more than eight hours of planned downtime and is performed after 500 hours of production time. “We achieve this by performing major parts of the maintenance offline while the system is back in production. Plug-and-play subassemblies that are used in a variety of machines considerably reduce complexity and downtime: worn parts from the exchanged subassembly are replaced in the customer’s workshop or at Hauni. The module can then be installed during the next service,” explains Nowak. In addition, we usually carry out preventive conditionbased maintenance and schedule it during maintenance intervals that do not exceed the planned eight hours.”
lIf an obsolete part is detected, the Analysis tool showns the other machines in which it is still installed.r
Maciej Nowak, Head of Service Sales at Hauni
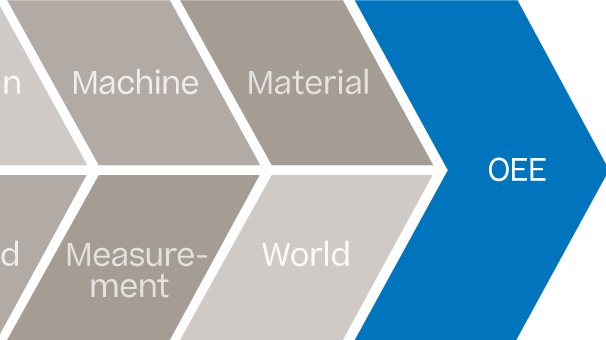
Cause and effect
The Ishikawa fishbone diagram helps to identify potential causes of a problem. These can generally be listed under six categories: human, machine, material, method, measurement and environmental conditions have a significant impact on the overall result.

Processes in focus
The methods applied provide another important lever for improving production performance – working out how production or procurement processes work and dovetail. Some typical challenges arise on a regular basis – including line efficiency, spare parts planning, or the optimization of brand changes in an enormous range of customer production environments around the world. Hauni has developed numerous approaches and specific solutions for process optimization along the entire production chain.

“One problem that we and our customers repeatedly encounter is that operating personnel adjust many of the individual machine settings – frequently based on gut feeling and experience. The results achieved often fall well short of the optimum.” The extent of this subpar performance is best illustrated by a customer project. “One customer was attempting to improve the performance of machines in its make/pack lines to reduce loose end. After first recording all the machine data, we were able to produce a performance analysis that identified the best line and established it as a reference.”
Efficient monitoring allows operators to make meaningful comparisons of overall performance as well as target and actual values for individual parameters. It enables them to measure the success of individual adjustments. “By comparing various parameters, we filtered out the differences, calculated their influence on the target variables and modified the data sets accordingly,” reports Castro. “The final OEE comparison highlights the success of the project: while loose end in the line decreased by 36 percent, average production per shift increased by eleven percent – as a positive side effect.” Taking this approach lays the foundations for lasting improvements. By defining specific machine settings and targeting the use of established process settings, a process known as “centerlining”, customers can not only utilize individual machines or lines more effectively – the knowledge gained from one production process can be used to benefit all of a company's locations.
Spare parts management is another process with enormous optimization potential. Hauni's fully automated VMI+ spare parts management system significantly improves delivery processes and saves space in the warehouse. Philip Morris plants in Lithuania, Poland, Portugal and Switzerland have been using the data-based management system for their wearing parts for several years. Its inventories of around 1,000 wearing parts for Hauni machines are recorded at the plants, transmitted to Hauni in Hamburg and evaluated there. Hauni automatically refills the warehouse whenever Philip Morris removes parts to perform repairs.
Ronald Fiedler, Spare Parts Analyst at Philip Morris, was impressed by the pilot project at the company’s Berlin plant. “The implementation of VMI+ has been a complete success. We were able to reduce our spare parts inventories significantly while maintaining the same level of availability. That frees up about a quarter of our warehouse capacity.” According to Fiedler, the smart solution also improves daily workflows: “We want our machines to run flawlessly. If spare parts are missing and we have production downtime, this results in ad hoc costs and efficiency suffers.”
lAround 3,000 Parameters can be measured and adjusted on one maker.r
Marco Castro, Head of Hauni Consulting
Everything begins with analysis
As successful as these levers may be in the areas of human resources, machines, measurements or methods – they alone cannot solve all the difficulties of optimizing a production plant. Before a company can implement targeted measures in a specific area, it must first identify its individual production problems. “It's all about gaining the best possible understanding of the situation,” says Castro. “This sounds simpler than it actually is because the content is complex, and the task requires considerable experience and resources. Here, we support customers with our unique blend of expertise in the areas of tobacco processing, cigarette and cigar production, filter production, logistics, automation and digital tools.”
The goal is to take an individual, integrative and interdisciplinary approach: Hauni's path to greater efficiency does not focus on abstract concepts but on the challenges facing the individual customer. Its interdisciplinary teams develop solutions in cooperation with the customer's specialists, adopting a clearly structured approach based on integrative techniques. Hauni Group experts provide advice, independently of the equipment manufacturer, throughout the entire factory.
“For one small customer in China, we reduced the proportion of loose end from over two percent to just 0.8 percent during a three-month optimization project. At the same time, we cut waste by 40 percent, increased line output by ten percent and boosted the brand's profitability,” reports Castro. “And by the way: we have dealt solely with machines from other manufacturers throughout the entire project.”
Dabei ist das Ziel ein individuelles, integratives und interdisziplinäres Vorgehen: Im Zentrum des Hauni-Wegs zu mehr Effizienz stehen keine abstrakten Konzepte, sondern die individuellen Herausforderungen des Kunden. Lösungen entwickelt das interdisziplinär aufgestellte Hauni-Team im Rahmen eines klar strukturierten Vorgehens über eine integrative Arbeitsweise gemeinsam mit den Experten des Kunden. Dabei beraten die Experten der Hauni Group herstellerunabhängig über die gesamte Fabrik hinweg.
„Bei einem kleinen Kunden in China haben wir im Rahmen eines dreimonatigen Optimierungsprojekts die Kopfausfallrate von mehr als zwei Prozent auf 0,8 Prozent gesenkt und gleichzeitig den Ausschuss um 40 Prozent reduziert, den Linien-Output um zehn Prozent gesteigert und die Profitabilität der Marke erhöht“, berichtet Castro. „Nebenbei bemerkt: Im gesamten Projekt haben wir uns ausschließlich mit Maschinen anderer Hersteller befasst.“

lOur structured and comprehensive range of consulting services aims to optimize the entire production process.r
Marco Castro, Head of Hauni Consulting
Share this article
Back to top